聯系人:沈總
手 機:18936296988
固 話:0515-89889890
傳 真:0515-89801188
郵 箱:1502873795@qq.com
網 址:www.ooyv.cn
地 址:江蘇省鹽城市鹽都區張莊創新創業園
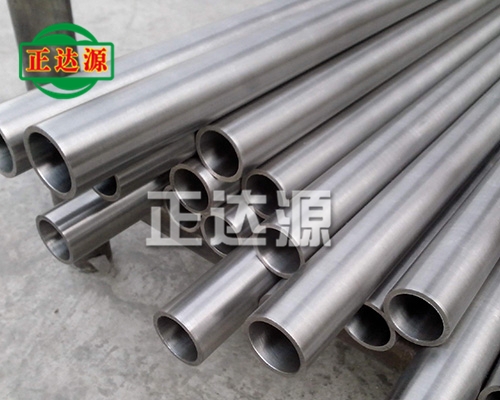
鈦合金的切削加工及一般原則。
鈦合金按金屬組織分為a相、b相、a+b相,分別以TA、TB、TC為品牌和類型。一般鑄造鍛件采用TA系列,棒材采用TC系列。
特點及切削加工。
與普通合金鋼相比,鈦合金具有以下優點:
鈦合金密度僅為4.5g/cm3,遠小于鐵,其強度與普通碳鋼相似。
機械性能好:鈦合金熔點為1660℃,高于鐵,熱強度高,可在550℃以下工作,低溫下韌性好。
另一方面,鈦合金的切削加工性較差。主要原因是:
導熱性差,導致切削溫度高,刀具耐久性降低。
在600℃以上的溫度下,表面形成氧化硬層,對刀具有很強的磨損作用。
塑性低,硬度高,增加剪角,切屑與前刀面接觸長度小,前刀面應力大,刀刃易損壞。
彈性模量低,彈性變形大,工件表面接近后刀面反彈大,加工表面與后刀面接觸面積大,磨損嚴重。
鈦合金切割過程中的這些特點使其難以加工,導致加工效率低,刀具消耗大。

鈦管廠家介紹下鈦切割加工的一般原則。
根據鈦合金的性質和切削過程中的特點,應考慮以下幾個方面:
鎢鈷硬質合金與鈦合金等化學親和力小、導熱性好、強度高的硬質合金用硬質合金工具。耐沖擊超細晶粒硬質合金可用于低速間歇切割,高溫性能好的高速鋼可用于成型和復雜工具。
采用較小的前角和較大的后角,增加芯片與前刀面的接觸長度,減少工件與后刀面的摩擦。刀尖采用弧形過渡刃,提高強度,避免尖角燒傷和坍塌。
保持刀刃鋒利,保證排屑流暢,避免粘屑塌刃。
切割速度應較低,以避免切割溫度過高;進給適中,容易燒刀過大,刀片在加工硬化層中磨損過快;切割深度可以較大,使刀尖在硬化層以下工作,有利于提高刀具的耐久性。
冷卻液必須在加工過程中充分冷卻。
切割鈦合金時,刀具的抗性較大,因此工藝系統需要保證足夠的剛度。由于鈦合金易變形,切割夾緊力不大,特別是在某些精加工工藝中,必要時可使用一定的輔助支撐。
以上是鈦合金加工中需要考慮的一般原則。事實上,在不同的加工方法和條件下,有不同的矛盾突出點和解決問題的重點。