聯系人:沈總
手 機:18936296988
固 話:0515-89889890
傳 真:0515-89801188
郵 箱:1502873795@qq.com
網 址:www.ooyv.cn
地 址:江蘇省鹽城市鹽都區張莊創新創業園
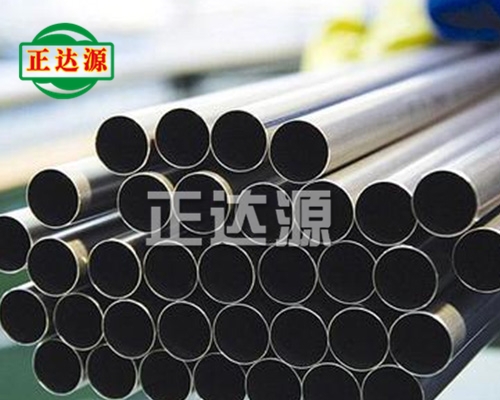
當鈦管中的氫含量過多時,會因為變脆而使沖擊韌性和缺口拉伸強度急劇下降,所以一般規定鈦管中氫含量不得超過0.015%。為減少吸氫量,零件在熱處理前應除去指紋、軋制廠印記、油脂以及其它殘留物,熱處理爐內氣氛中沒有水汽。鈦管的含氫量假如超過允許值,必須通過真空退火去除。去氫的真空退火一般是在538—760℃,低于0.066Pa的壓力下保持2—4小時。
當溫度不超過540℃時,鈦管表面的氧化膜不會顯著加厚,而在更高的熱處理溫度(760℃以上),氧化速率會迅速加快,同時氧向材料內部擴能形成擴散層—污染層。氧的污染層具有高的脆比導致零件表面產生裂紋和破壞。
除去氧的污染層有機械加工方法(如噴砂、房削等),或者酸洗、化銑等化學方法,在熱處理時,加熱時間應在保證熱處理隕星的前提下盡可能縮短,也可在真空爐或惰性氣體(氬、氮等)的加熱爐中進行。應用適當也能避免或減輕鈦管零件在空氣爐中加熱時所產生的污染。