

聯系人:沈總
手 機:18936296988
固 話:0515-89889890
傳 真:0515-89801188
郵 箱:1502873795@qq.com
網 址:www.ooyv.cn
地 址:江蘇省鹽城市鹽都區張莊創新創業園
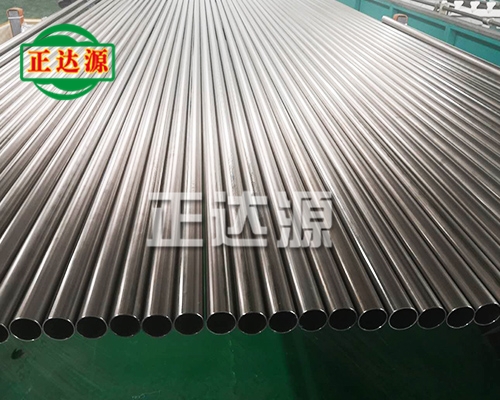
鈦管具有高強度、優異的塑性韌性和耐腐蝕性,廣泛應用于航空航天、造船業、化工廠。要想更好的利用鈦管道,必須熟練掌握其焊接性。
下面鈦焊管廠家為大家介紹如何掌握鈦管道的焊接性鈦管道焊接材料
焊絲:ERTi—2;焊接方法:GTAW(手工鎢極氬弧焊)
保護性氣體:采用純度99.995%、含水量不超過50Mg%m3的氬氣,采用氬氣保護焊接熔池和焊接接頭內外表面溫度在400℃以上的區域。
2、鈦管道焊前準備
1)坡口加工
鈦管切割后,用氧化鋁砂輪機打磨出坡口,不允許母材過熱變色。
2)坡口及焊絲清理
a、清潔坡口及其兩側50毫米以內的內外表面。清潔程序如下:
磨光機打磨→砂紙輪拋光→丙酮清洗。
清洗后不能直接進行焊接作業,待坡口端面晾干后方可以作業。如放置時間超過2小時,應重新清洗,或用自粘膠帶和塑料布保護坡口。
b、焊絲也用沾丙酮的海綿擦拭干凈,并存放在專用的焊絲盒內。
c、操作人員在焊接過成中必須戴潔凈的手套。
3、鈦管道焊接工藝規范
1)焊接規范
2)焊接時,應在合格的工藝參數范圍內選擇小線能量焊接,一般控制在6~35KJ/cm,采用小電流、慢速焊接。
3)層間溫度不得高于200℃,防止高溫時間過長晶粒長大。
4)為了保護斷弧后收弧處的表面,焊點溫度應在300℃以下(時間為15~60s,可根據管徑從小到大逐漸延長),然后停止進氣保護。
5)充氬保護:具體措施如下:
A、焊接DN大于等于450的管道時,管道內的工作人員應戴防毒面具,并用保護罩保護焊接熔池的背面。
B、焊接DN小于450的管道或固定端口時,整體充氬保護,在管道內表面距坡口150-300毫米處用可溶紙密封,然后加入一團可溶紙,防止管道內氣壓過大損壞密封可溶紙,然后充氬氣排出管道內的空氣。焊前要充分預充氬氣,焊后要延遲充氬,使高溫區域充分冷卻,防止表面氧化。
6)焊接過程中填充焊絲應持續保持在氬氣的保護之下。熄弧后,焊絲不應立即暴露在空氣中,焊縫離開保護時應取出。焊絲如被污染、氧化變色時,污染部分應予以切除。
7)焊件表面不得引弧或試驗弧;收弧時應填滿弧坑,多層焊接的層間接頭應錯開。
8)除有特殊要求外,每條焊縫應一次連續焊完,如因故被迫中斷,再焊時必須做好檢查,確定無裂紋后方可繼續施焊。
9)焊接作業中不小心夾鎢時,暫停焊接作業,用研磨機清掃鎢點,重新研磨鎢級端部,滿足要求后再進行焊接作業。
上述工藝要點保證了鈦管焊接的正常進行,也滿足了鈦管焊接質量的要求。




