聯(lián)系人:沈總
手 機(jī):18936296988
固 話:0515-89889890
傳 真:0515-89801188
郵 箱:1502873795@qq.com
網(wǎng) 址:www.ooyv.cn
地 址:江蘇省鹽城市鹽都區(qū)張莊創(chuàng)新創(chuàng)業(yè)園
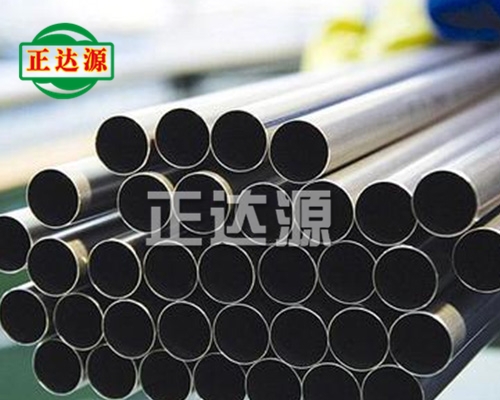
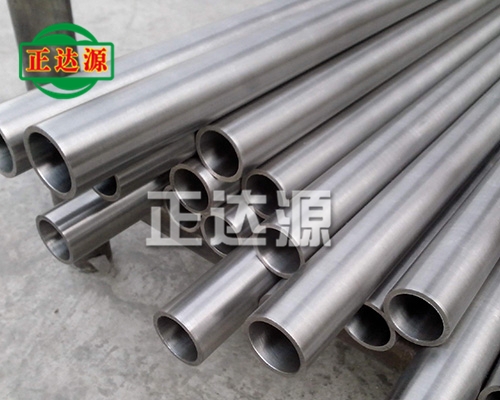
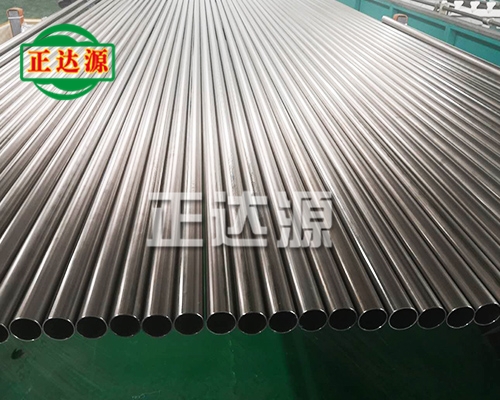
鈦焊管焊接的工藝要求是什么?
鈦焊管具有高強(qiáng)度、優(yōu)異的塑性韌性和耐腐蝕性,廣泛應(yīng)用于航空航天、造船業(yè)、化工廠。為了更好地利用鈦焊管,需要熟練掌握其焊接性能。
焊絲:ERTi-2;焊接方法:GTAW(手工鎢極氬弧焊)
保護(hù)性氣體:采用純度99.995%、含水量不超過50Mg%m3的氬氣,采用氬氣保護(hù)焊接熔池和焊接接頭內(nèi)外表面溫度在400℃以上的區(qū)域。
鈦焊管焊接前的準(zhǔn)備工作。
一是坡口加工。
鈦焊管切割后,用氧化鋁砂輪機(jī)打磨出坡口,不允許母材過熱變色。
2)清潔坡口和焊絲。
A.清潔坡口及其兩側(cè)50毫米以內(nèi)的內(nèi)外表面。清潔程序如下:
研磨機(jī)研磨→砂紙輪研磨→丙酮清洗。
清洗后不能直接進(jìn)行焊接作業(yè),坡口端面干燥后才能作業(yè)。放置時(shí)間超過2小時(shí)的,需要再次清掃,或者用自粘膠帶和塑料布保護(hù)坡口。
B.焊絲也用沾有丙酮的海綿擦拭,存放在專用焊絲盒中。
操作人員在焊接過程中必須戴上干凈的手套。
鈦焊管焊接工藝規(guī)范。
1.焊接規(guī)范。
2.焊接時(shí),應(yīng)在合格的工藝參數(shù)范圍內(nèi)選擇小線能量焊接,一般控制在6~35KJ/cm,采用小電流、慢速焊接。
3.層間溫度不得超過200℃,以免晶粒在高溫下生長(zhǎng)過長(zhǎng)。
4.為了保護(hù)斷弧后收弧處的表面,焊點(diǎn)溫度應(yīng)在300℃以下(時(shí)間為15~60s,可根據(jù)管徑從小到大逐漸延長(zhǎng)),然后停止進(jìn)氣保護(hù)。
5.充氬保護(hù):具體措施如下:
焊接DN大于等于450的管道時(shí),管道內(nèi)的工作人員應(yīng)戴防毒面具,并用保護(hù)罩保護(hù)焊接熔池的背面。
對(duì)DN小于450的管道或固定口進(jìn)行焊接時(shí),整體充氬保護(hù),在管道內(nèi)表面距坡口150-300mm處用可溶紙密封,再塞入一團(tuán)可溶紙,防止管道內(nèi)氣壓過大,破壞密封可溶紙,然后充氬排出管道內(nèi)的空氣。焊必須充分預(yù)充氬氣,焊接后應(yīng)延遲充氬,使高溫區(qū)域充分冷卻,防止表面氧化。
6.焊接過程中填充的焊絲應(yīng)保持在氬氣的保護(hù)下。電弧熄滅后,焊絲不應(yīng)立即暴露在空氣中,應(yīng)在焊縫離開保護(hù)時(shí)取出。如果焊絲被污染并氧化變色,污染部分應(yīng)切除。

7.焊件表面不得引弧或試驗(yàn)弧;收弧時(shí)應(yīng)填滿弧坑,多層焊接的層間接頭應(yīng)錯(cuò)開。
8.除特殊要求外,每個(gè)焊縫應(yīng)連續(xù)焊接一次。如因故被迫中斷,再焊接時(shí)需要檢查,確認(rèn)無裂紋后方可繼續(xù)焊接。
9.焊接作業(yè)中不小心夾鎢時(shí),暫停焊接作業(yè),用研磨機(jī)清掃鎢點(diǎn),重新研磨鎢級(jí)端部,滿足要求后再進(jìn)行焊接作業(yè)。
上述工藝要點(diǎn)保證了鈦焊管焊接的正常進(jìn)行,也滿足了鈦焊管焊接質(zhì)量的要求。
|
| 在線咨詢 |